Ferrites acélok – különösen nagy szilárdságú anyagok – hegesztésekor a mágneses ívfúvó hatás komoly problémát okozhat. A jelenség lényege, hogy a mágneses mező eltéríti a hegesztőívet, ami instabil hegfürdő mozgást, fokozott fröcskölést és akár teljesen kivitelezhetetlen hegesztést is eredményezhet.
Témák:
- TIG-hegesztés
- Alumíniumhegesztés
- Nagy szilárdságú acélok
Mi okozza a mágneses ívfúvó hatást?
A problémát az acélban visszamaradó mágnesesség okozza. A nagy szilárdságú acélok finomszemcsés szerkezetük miatt könnyebben mágneseződnek és tovább is megtartják ezt az állapotot, mint a hagyományos szerkezeti acélok.
A mágnesesség többféleképpen is kialakulhat az anyagban, például:
- gyártócsarnokokban használt mágneses emelőberendezések miatt,
- korábbi hegesztési műveletek során, főként nagy egyenáram alkalmazásakor.
Ha az anyag mágnesezetté válik, a kialakuló mágneses tér eltérítheti a hegesztőívet a varrat vonalától.
Milyen hatása van a hegesztésre?
A mágneses ívfúvó hatás gyakorlatilag minden ívhegesztési eljárást érinthet.
- A pulzáló MAG-hegesztés különösen érzékeny rá
- A TIG- és MMA-hegesztésnél szintén gyakori probléma
- A rövidzárlatos ív kevésbé érzékeny, de nem teljesen védett a jelenséggel szemben
A gyakorlatban ez ívinstabilitást, fröcskölést és ív megszakadást okozhat. Súlyos esetben az ív egyszerűen nem marad a kívánt helyen, így a hegesztés gyakorlatilag lehetetlenné válik.
Hogyan mérhető a mágnesesség?
Az acélban lévő mágneses mező gaussmérővel vagy magnetométerrel mérhető, általában millitesla (mT) értékben.
Bár nincs pontos határérték, a tapasztalatok alapján:
- már 5–20 mT között is romolhat az ív stabilitása,
- 20 mT felett pedig gyakran komoly hegesztési problémák jelentkeznek.
Ha nincs kéznél mérőműszer, egy egyszerű gyakorlati próba is segíthet. Egy vékony acéllemez például jól jelzi a mágnesességet, ha hozzátapad egy cső végéhez (lásd 1. ábra).
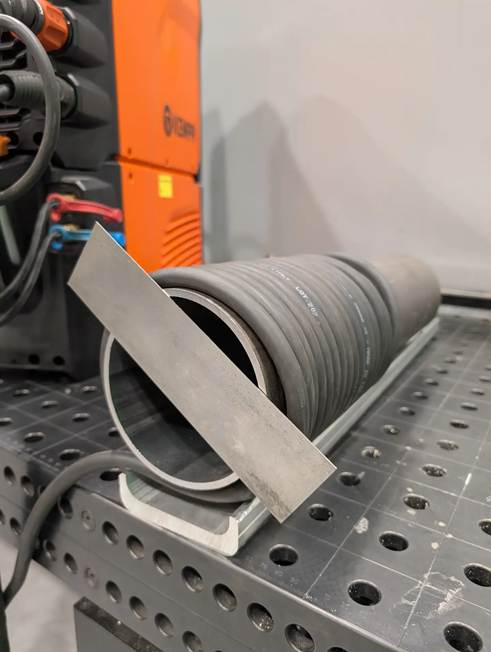
A vékony acéllemez a mágnesesség miatt a cső végén marad.
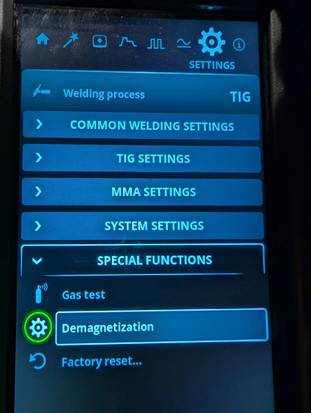
Hogyan szüntethető meg a mágnesesség?
Az acél alkatrészek mágnesessége váltóárammal (AC) megszüntethető. A hagyományos megoldás során kábelt kell tekerni a munkadarab köré, majd a váltóáramot fokozatosan nullára csökkenteni. Ez azonban speciális eszközök nélkül nehézkes és körülményes folyamat lehet.
Ma már létezik ennél egyszerűbb megoldás is.
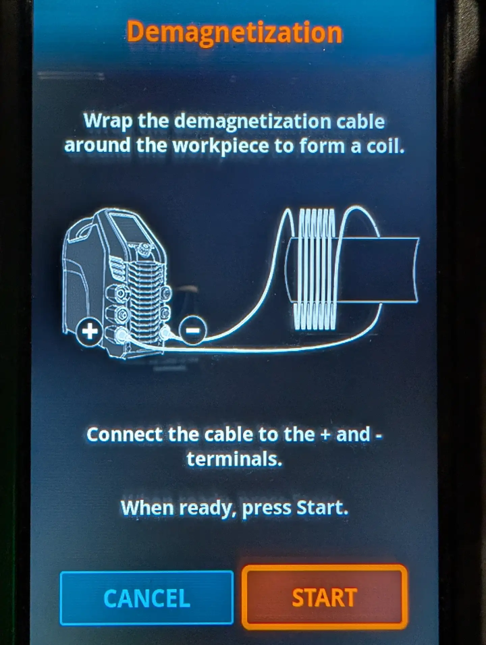
A Kemppi Master T 355 AC/DC demagnetizáló funkciója működés közben.
Gyakorlati példa – SSAB Raex 500 acél
A nagy szilárdságú és kopásálló acélok – például az SSAB Raex 500 – különösen érzékenyek a mágnesességből adódó problémákra.
A Kemppi Master T 355 AC/DC képes hatékonyan demagnetizálni ezt az anyagot, visszaállítva a hegesztési folyamat stabilitását és egyenletes ívviselkedését.

