A TIG (AVI) hegesztésnél a fejlesztések elsősorban az áramjelalakok különböző helyzetekhez igazítására fókuszálnak. A gyakorlatban ez impulzus- és váltakozó áramú (AC) hegesztési megoldásokat, valamint ívgyújtási és ponthegesztési (tack) funkciókat jelent. Az impulzus TIG esetében a felhasználó számos beállítási lehetőséget kap, mivel ezek a folyamatváltozatok kifejezetten széles tartományban szabályozhatók.
Impulzus TIG hegesztésnél a hegesztőáram pulzál, hasonlóan a korábban említett impulzus MIG/MAG-hoz. A cél azonban más: TIG-nél nem a cseppleválás szabályozása a lényeg, mivel az elektróda nem olvad le. Emiatt az impulzus paraméterei jóval szélesebb tartományban állíthatók, mint MIG/MAG esetén. A különböző gyártók ezt eltérő módon valósítják meg.
A Kemppi Master T termékcsalád például manuális impulzus és Auto Pulse módot kínál:
- Manuális impulzusnál a felhasználó szabadon állíthatja az impulzusáramot, az alapáramot, az impulzus-kitöltési tényezőt (pulse ratio) és a frekvenciát.
- DC(-) hegesztésnél a frekvencia 0,2–300 Hz között állítható
- AC hegesztésnél 0,2–20 Hz között
Ez lehetővé teszi, hogy lassú impulzust (low frequency) mind AC, mind DC esetén alkalmazzunk, míg gyors impulzus (high frequency) DC-nél érhető el.
- Auto Pulse módban a kezelőnek csak a hegesztőáramot kell beállítania, a gép automatikusan optimalizálja az impulzus paramétereket. Ez gyors, hatékony DC impulzus hegesztést tesz lehetővé (kb. 100–400 Hz tartományban), minimális beállítási igénnyel.
Mit ad az impulzus a gyakorlatban?
A gyors (nagy frekvenciájú) impulzus előnye, hogy szűkíti az ívet. A szűkebb ív jobban fókuszálható, nagyobb energiasűrűséget ad, így:
- alacsonyabb hegesztőáram is elegendő lehet, vagy
- nagyobb haladási sebesség érhető el
→ mindez csökkenti a bevitt hőt.
A lassú impulzus szintén segít a hőbevitel kontrollálásában: az impulzuscsúcs megolvasztja az anyagot, de az átlagos áram alacsonyabb marad. Emellett az impulzus és alapáram váltakozása segíti az előtolás és a hozaganyag adagolás ritmusát, így könnyebb egyenletes varratot készíteni – akár jellegzetes „pikkelyes” varratképpel, külön technika nélkül.
Impulzus TIG elérhetőség Kemppi gépeken
- Master T – Auto Pulse és manuális impulzus
- Minarc T ACDC – impulzus, frekvenciaállítással
- Minarc T DC MLP – impulzus, frekvenciaállítással
Dupla impulzus TIG
Dupla impulzus TIG esetén a hegesztőáram egyszerre két frekvencián pulzál:
- lassú impulzus: 0,2–30 Hz
- gyors impulzus: 100–400 Hz
negatív egyenárammal (DC-).
A gyors impulzus paramétereit az előre definiált hegesztési program határozza meg, így azokat nem kell külön állítani. A lassú impulzus paraméterei viszont szabályozhatók, bár a gyári beállítások általában lefedik az általános felhasználást.
Ez a megoldás egyszerre ad finom ívkontrollt és jól látható varratstruktúrát, miközben csökkenti a kezelői beállítások számát.
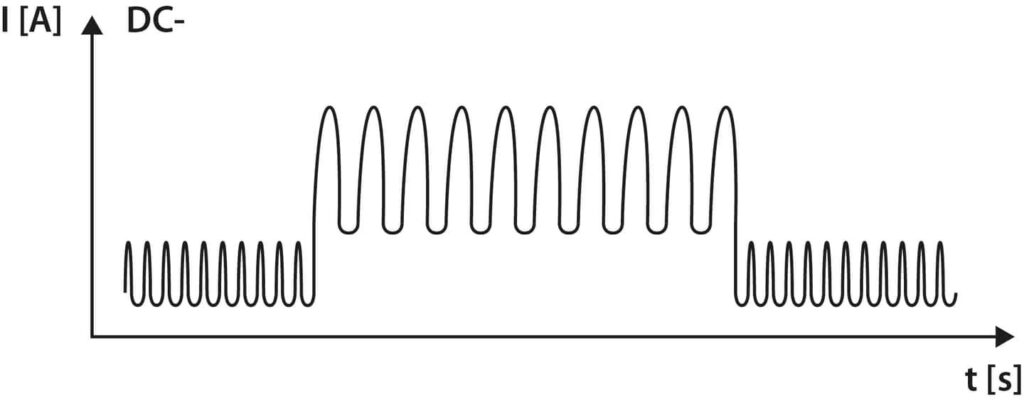
1. ábra: A hegesztőáram viselkedésének elve dupla impulzus TIG esetén
Mivel a dupla impulzus egyszerre használ gyors és lassú impulzusokat, a két megoldás előnyeit is kombinálja. A gyors impulzusnak köszönhetően (meleg oldal) az ív szűk, „feszes” és jól fókuszálható. Emellett a lassú impulzus csúcsain jelentkező nagyobb teljesítmény javítja az ömledék hígfolyósságát, ami bizonyos kötéstípusoknál – különösen tompa- és átlapolt kötések esetén – nagyobb haladási sebességet tesz lehetővé.
Ugyanakkor a lassú impulzus alacsonyabb teljesítményű szakaszai (hideg oldal) segítik az ömledék megszilárdulását, ami például pozíciós hegesztésnél jelent előnyt.
A dupla impulzus TIG különösen az alábbi alkalmazásoknál hatékony:
- vékony lemezek
- sarok- és peremvarratok
- magas esztétikai követelményű varratok (2. ábra)
- erősen ötvözött, korrózióálló acélok
- kis hőbevitel-igényű anyagok (pl. nagyszilárdságú acélok, duplex és szuperausztenites acélok)
- nehezebben hegeszthető színesfémek egyenárammal, például titán
Elérhetőség
A dupla impulzus TIG az alábbi Kemppi gépekben érhető el:
- Master T (TFT kijelzős modellek)
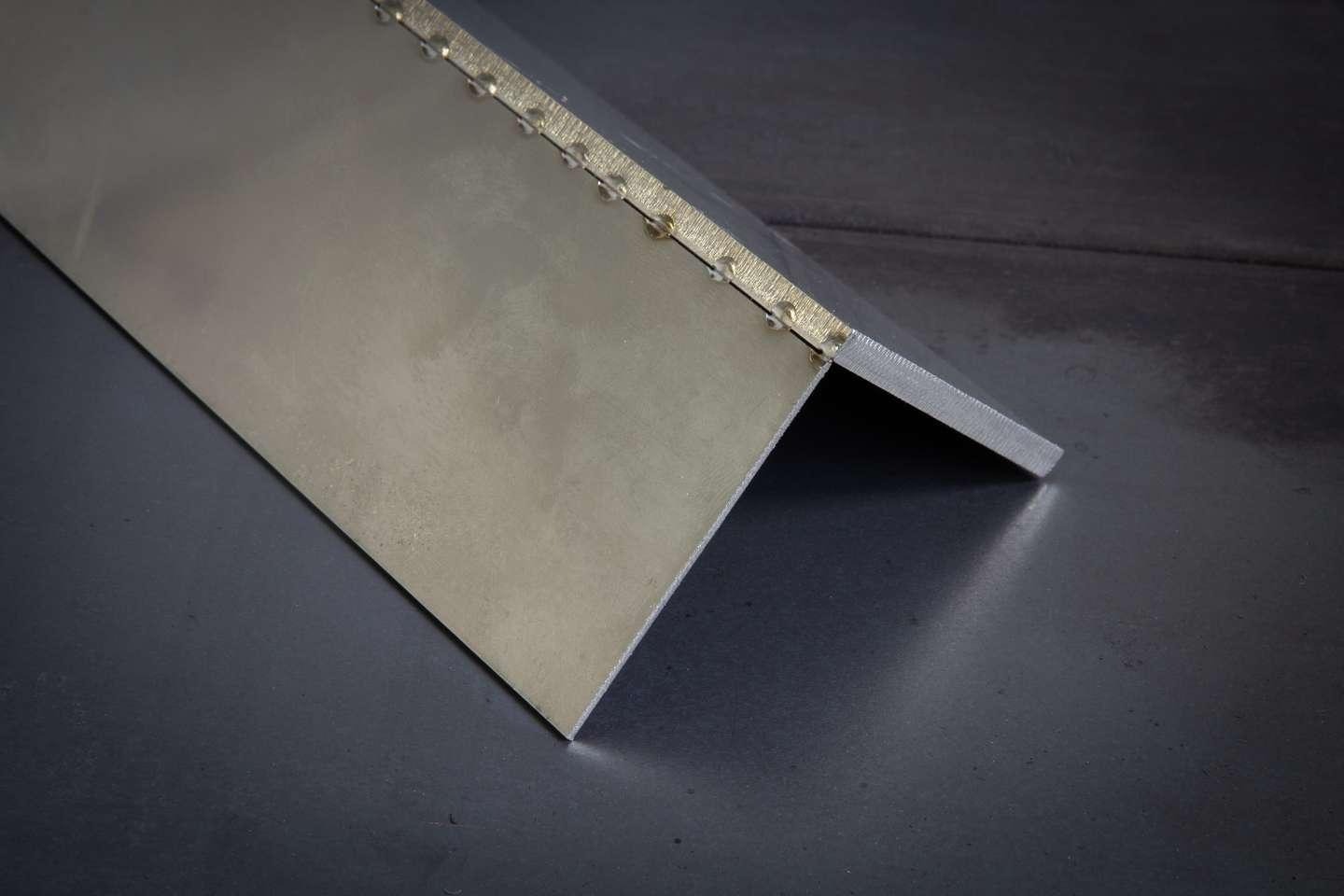
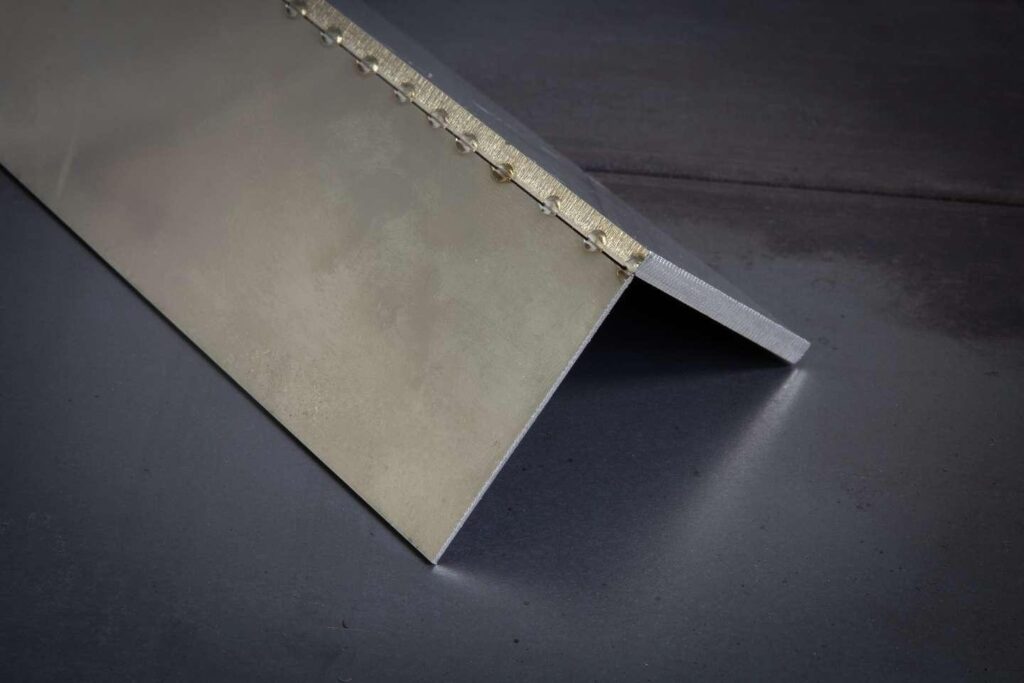
2. ábra: Dupla impulzus TIG-gel készült gyökvarrat 2,5 mm vastag korrózióálló acélon (316L)
MicroTack
A MicroTack funkciót kifejezetten a ponthegesztés (tack welding) megkönnyítésére, idejének csökkentésére és minőségének javítására fejlesztették. Elsősorban vékony, különböző acélokból és titánból készült alkatrészek pontozására használható.
Alkalmazási tartománya a finommechanikai munkáktól indul, és nagyjából 4 mm anyagvastagságig hatékony.
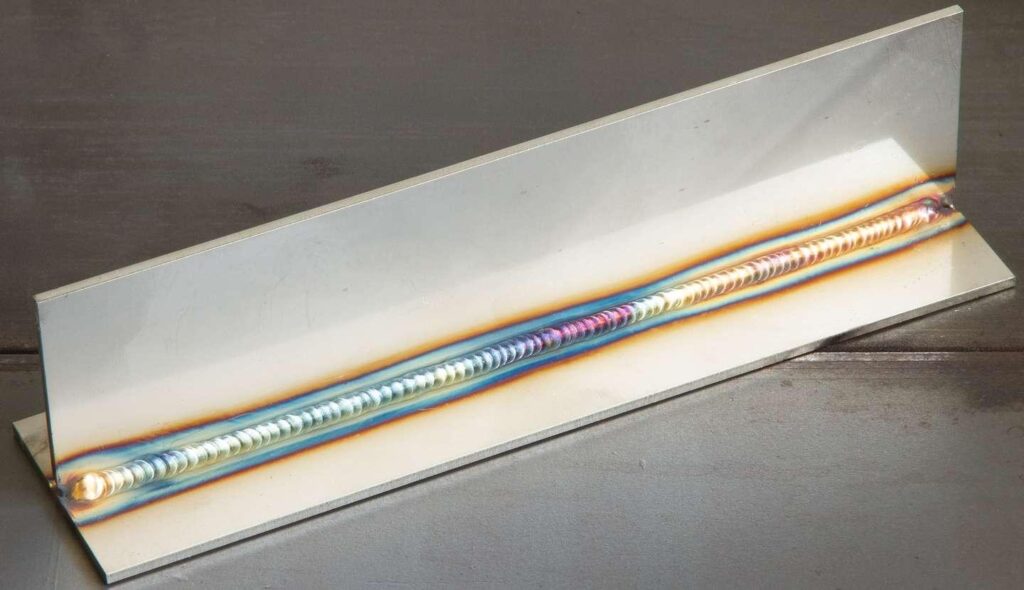
A MicroTack egy speciálisan kialakított áramimpulzuson alapul, amely rendkívül gyors és hatékony. Az alacsony hőbevitel rövid impulzusidővel érhető el – jellemzően néhány ezredmásodperctől néhány tíz milliszekundumig. Az így létrejövő kis méretű, mégis jó minőségű áthidaló pontok megjelenésükben és tulajdonságaikban a lézerhegesztéshez hasonlítanak (3. ábra).
A mellékelt ábra jól mutatja az alacsony hőbevitel előnyét a vetemedés szempontjából is. A kontrollált, alacsony hőbevitelnek köszönhetően az átégetés kockázata is kisebb, mint hagyományos TIG pontozásnál.
Elérhetőség
A MicroTack az alábbi Kemppi gépekben érhető el:
- Master T
3. ábra: A MicroTack kiváló megoldás vékony és vastag anyagok ponthegesztésére egyaránt
A Master T áramforrásoknál a MicroTack funkció előre programozott impulzussorozattal is használható. A MicroTack ütemezés lehetővé teszi, hogy az impulzusok között szabályos szünetek legyenek, így hosszabb áthidaló pontok is egyenletes minőségben készíthetők.
Emellett a sorozat (series) funkció folyamatos ponthegesztést tesz lehetővé – az impulzushegesztéshez hasonló módon –, miközben a teljes hőbevitel alacsony marad. Ez az új funkció jól alkalmazható különböző gépesített (mechanizált) hegesztési megoldásoknál.
MIX TIG
A MIX TIG az AC és DC ciklusok kombinációja (4. ábra).
- Az AC szakasz oxidréteg-tisztító hatást biztosít
- A DC (-) szakasz a beolvadásért (penetrációért) felel
A tisztító hatás és a beolvadás aránya az adott alkalmazáshoz igazítható. A MIX TIG elsősorban alumínium és alumíniumötvözetek hegesztésére szolgál.
A technológia szűk íve különösen jól használható:
- vastag V-varratoknál
- szűk sarkoknál
A stabil ív és a jó „vezethetőség” megkönnyíti a gyors ívgyújtást. További előnyök:
- jó ömledékkontroll eltérő vastagságú anyagok összehegesztésénél
- egyenletes varratkép, amit a folyamat ritmikája is támogat
Fontos ugyanakkor, hogy a hagyományos AC hegesztéshez képest a MIX TIG érzékenyebb a szennyeződésekre.
Elérhetőség
A MIX TIG az alábbi Kemppi gépekben érhető el:
- Master T ACDC modellek
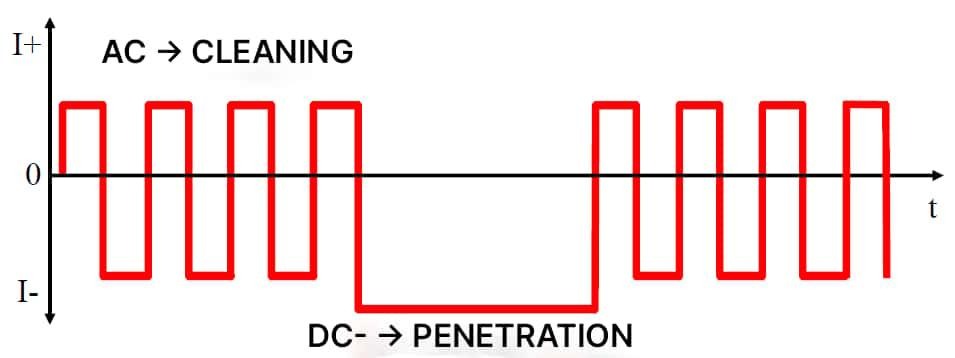
4. ábra: A MIX TIG hegesztőáramának viselkedése és alapelve
Bevont elektródás hegesztés (MMA)
Az MMA (bevont elektródás) hegesztésnél a folyamatvariációk fejlesztési lehetőségei korlátozottabbak, mivel az elektródát a hegesztő kézzel adagolja az ömledékbe. Emellett az elektródák optimális működési tartománya is viszonylag szűk áramintervallumra esik.
Ezért sok gyártó elsősorban az alapfolyamat optimalizálására koncentrált. Ennek ellenére néhány speciális megoldás megjelent – ezek közül a pulzáló MMA hegesztés a legelterjedtebb.
Impulzusos MMA hegesztés
MMA hegesztésnél az impulzusos áramvezérlés még mindig csak kevés berendezésnél érhető el. A Kemppi a Master S 305 géphez egy könnyen használható impulzus funkciót fejlesztett, amely széles körben alkalmazható különböző MMA feladatoknál.
Impulzusos MMA esetén a hegesztőáram két szint között váltakozik, a felhasználó által beállított frekvenciával. A két áramérték úgy van meghatározva, hogy az elektróda mindkét szinten az optimális működési tartományában maradjon – feltéve, hogy az átlagáram a javasolt tartomány közepén van.
Az áram váltakozásán kívül a működési elv megegyezik a hagyományos MMA hegesztéssel. A folyamat alapelve a 13. ábrán látható.
A Master S 305 impulzusos MMA funkcióját elsősorban bázikus elektródákhoz optimalizálták, de gyakorlatilag a legtöbb elektródatípussal használható.
A Kemppi hegesztőlaborjában végzett vizsgálatok alapján az impulzusos MMA különösen előnyös:
- pozíciós hegesztésnél
- kisebb varratoknál
- gyökvarratok hegesztésénél, például csövek esetén
Elérhetőség
Az impulzusos MMA az alábbi Kemppi gépben érhető el:
- Master S 305

